
A practical guide for machine operators and engineers.
Introduction

Image 1
Ask anybody that has worked on a production line with hot melts—and they likely will tell you what a pain blocked nozzles are. They drain profits in production and demoralise the best engineers. And it can take a long time for the problem to resolve and for production to get back to normal.
There’s a lot at stake.
The good news is blocked nozzles are mostly preventable with good practices. This common-sense guide investigates the nozzle-clogging impact of application temperature, formulation types, in-tank foreign bodies and more, and presents five simple 'hacks' to eliminate blocked nozzles completely.
Recently at Alphabond, we ran a series of technical webinars for machine operators and engineers just like you. Judging by the number of companies that joined us and the feedback we received, it is clear that blocked nozzles represent an enormous problem for the industry. We hope this guide will help you cut downtime, improve profitability, and make nozzle blockages a thing of the past!

Image 2
Showing what the inside of
a hot melt hose looks like
when cut open.
A typical nozzle on a carton sealer is anything from 0.008 inch/0.20mm up to 0.014 inch/0.36mm in diameter - meaning the glue is coming through a very small orifice. As such, it only takes a tiny bit of cardboard, debris or carbonisation to completely block the nozzle.
If your glue is totally clear in the tank, meaning you can see the bottom of the tank clearly as if you are looking through water, then the cause of the blockage is likely to be a foreign body that has been introduced when filling the tank.
Something as simple as moving an adhesive hose dislodges carbonisation on the inside of the hose (see image 2). Leaving a tank on over the weekend allows this oxidisation to build up and the carbon particles quickly grow to a nozzle-blocking size. Most times, the operator will not be aware of the problem until he or she comes to run production and the nozzle is blocked.
As with all adhesives, the formulation of your hot melt is also going to affect the flow of the adhesive through the nozzle.

Image 3
Hot melts typically are a blend of three or four components: (see image 3)
- Polymer: Usually EVA or Polyolefin (known as metallocenes), the polymer gives the hot melt its "backbone" and body.
- Tackifying resin: There to give the adhesive its "hot tack", the tackifying resin enables the hot melt to bond well to the packaging it is applied to. The substance is normally hydrocarbon based and derived from petrochemicals, although it may be rosin derived from the harvesting of tree stumps.
- Wax: Whether paraffin, fisher tropsh or microcrystalline based, the wax is there to control viscosity and the set speed of the hot melt.
- 'Magic': For want of a technical term, the 'magic' represents a small percentage of components such as anti-oxidants and additives to improve adhesion or heat resistance. Each manufacturer has its own proprietary formula of 'magic'. These elements all work together in the formulation to give the hot melt its overall performance.
Why is this important to know? Because like winning any race, many things must work together to give the best performance. You can’t have a world-beating polymer and add a resin which degrades quickly, as this will drag down the total formulation.
The best formulations are ones which give great adhesion, are fast setting and stay totally char free for long periods.
So, without further fuss, let’s explore the five top hacks to prevent blocked nozzles.
Tip #1: Keep your Adhesive at the Lowest Possible Temperature

Image 5
(click to enlarge)
Graph showing the viscosity
curve of hot melt adhesive -
the green band represents
the correct application
temperature for this
particular grade of
adhesive.

Image 4
(click to enlarge)
Comparing the same
adhesive at different
temperatures - from
120-180°C.
An increase of just 20°C in temperature speeds up the charring process considerably.
The chart to the right (image 4) shows the same adhesive heated at 120°C, 160°C and 180°C for seven days in our laboratory oven. At the higher temperature, the adhesive chars and degrades much quicker, as you can clearly see.
Observing the adhesive after seven days of continuous heating demonstrates the change in viscosity. At 120°C, viscosity only increases 0.4%. But when the same adhesive is heated at 180°C for the same period, the viscosity increases by 9.8%. That’s a big change considering that temperature is relatively easy to control. This of course was all tested using the same adhesive.
The message here is keep the temperature as low as possible. Look at your technical data sheet to see what the correct range is and keep the tank temperature set towards the bottom of this range.
Note that the temperature range shown on your technical data sheet will relate to the viscosity of the adhesive - if a glue should be applied at 160°C, then you can’t just turn down the temperature to 120°C since the glue is formulated to be applied at the higher temperature.
In the graph to the right (image 5), the correct application temperature for this grade of adhesive is between 150-160°C, as shown by the green band.

Image 6
Most modern glue tanks have a function which can be enabled when the tank is not currently being used. This is called stand-by (see image 6). Activating stand-by typically drops the temperature to about 75% of the regular set temperature, whenever the tank is not in use. For example, if you have the tank set to 160°C it will drop to 120°C in stand-by mode thus massively reducing the opportunity for the glue to char.
As well as manually switching the tank to stand by, you can connect the tank’s operating system to a PLC so that it automatically goes into stand-by when the machine is not in use.
The best bit? Hot melt tanks only take about 10 minutes to warm back up to 160°C after being in stand-by.

Image 8
A lidded bin for storing the
adhesive will stop debris
entering the adhesive which
then blocks nozzles.

Image 7
Rice does not glue boxes
particularly well!
Debris is a major cause of blocked nozzles, so it makes sense to prevent debris from entering the tank when you fill it. A simple hack is to make sure that you store the adhesive in a bin with a sealed lid.
The image 7 shows what happens with an unlidded bin - you can see that rice from production has got in. Although the glue is clear of char, these bits of rice will quickly result in blocked filters, hoses and nozzles.

Image 9
Another hack? Resist using old cartons to load the tank. As tempting as it is to use whatever tools are close at hand, bits of card will drop off and become next week’s blocked nozzle. Invest in the right equipment and use a decent plastic scoop (image 9) with no loose parts that could potentially drop into the adhesive (ask Alphabond - we have a ready supply to give away).

Image 10
Plan to replace tank filters, inline filters and nozzles as part of your preventative maintenance. If maintenance isn’t planned, then by definition it is unplanned, and the need for urgent maintenance will cost more in terms of downtime and money.
The best factories we’ve seen have a plan where inline filters are replaced every three months, and each line has a small amount (for instance, 1 litre) of adhesive drained off each month to avoid glue charring in 'dead' spots in the manifold. This keeps the glue squeaky clean and free of clogging so you can enjoy months without a blockage.
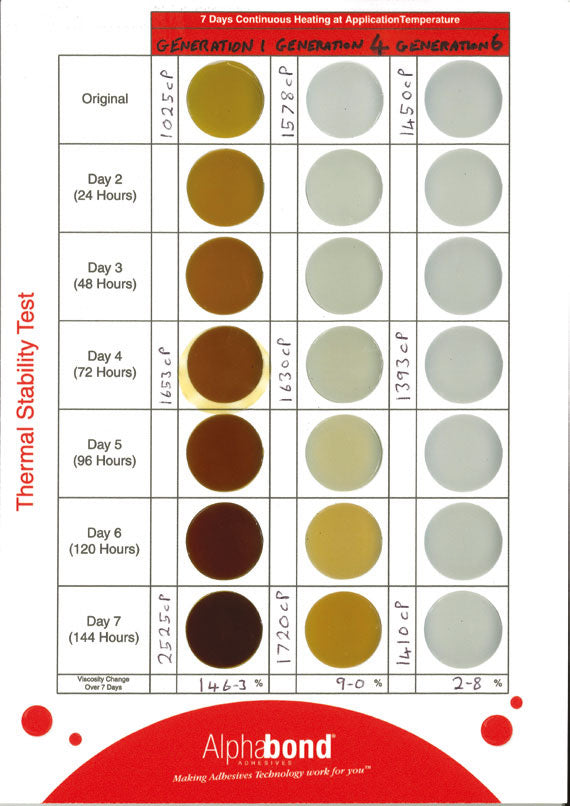
Image 12
(click to enlarge)
Comparing the early
generations of adhesive
(Generation 1) with the
latest technology
(Generation 6) shows a
stark improvement in
thermal stability.

Image 11
Early generation adhesive
went dark in the tank
through charring and
oxidation.
Hot melts have come on in leaps and bounds since the 1960's when they first arrived. Formulations used to be yellow in colour and run at 160-180°C. Blockages and fuming were 'normal' (see image 11).
These days, synthetic technology has allowed us to created formulations that run at 98°C in your tank. With this technology, your adhesive will not oxidise or burn in your tank, even if you leave it on for a month without running. You can see from the chart to the right how far adhesive technology has moved on, from the days when it was necessary to run at 150°C to today’s sub-100°C temperatures (see image 12).
The laboratory results in image 12 compare the thermal stability of the different generations of hot melt. As you can see, the early generation hot melts were yellow and degraded very quickly. This one increases in viscosity by a massive 146%. Think about your poor operators, who would be constantly juggling the temperature and pressure to ensure the right amount of glue is on the cartons!

Image 13
Generation 6 synthetic
technology runs at less
than 100°C in the tank and
stays perfectly clear for
weeks - no char, no
blockages and no stops.
By contrast, the thermal stability of a generation 4 (metallocene technology) hot melt has improved significantly. By generation 6 (see image 13) (synthetic sub-100°C technology), viscosity increases by a mere 2.8% over the seven days. This miniscule change isn't noticeable by an operator and the adhesive stays perfectly clear in the glue tank, even if you leave it on over a weekend. Come Monday, production will be full speed ahead (see image 13).
In Summary: Don’t Let Blocked Nozzles Cost You Money!
Nozzle blockages have a catastrophic effect on production and the bottom line, but you don't have to put up with them. With five simple hacks, you can eliminate nozzle blockages completely. Here’s a reminder:
- Keep the adhesive temperatures low. Set your tank to the lowest temperature specified in the technical data sheet.
- Use the 'stand-by' function on your hot melt tank. Simply pressing this button when you have finished production will vastly cut down the chance of the glue oxidising.
- Store your adhesive in a lidded bin. A simple step to reduce debris getting into the tank.
- Start a maintenance plan. Schedule the replacement of inline filters, tank filters and the flushing of tanks. If you don't plan it, it will become costly unplanned maintenance.
- Review the technology you are working with. If your adhesive runs hot and is dark in the tank, it’s probably time to upgrade. A generation 6 formulation promises zero charring and lower energy usage by running at less than 100°C.
To find out more, book a 30-minute discovery session with one of our technical team. We’ll jump on a web meeting with you via Zoom or Microsoft Teams to review your current technology and see how we can improve things - it's complimentary and there’s no obligation.
Click http://www.alphabond.com/en/discovery.php.
Want to improve your technical knowledge? Alphabond runs a series of unbiased technical webinars for those who use hot melts. These webinars are always popular so have set up a notification list to ensure those who are keen to participate are notified immediately when we schedule them. To join our webinars, send an email request to marketing@alphabond.com with the title: Technical webinars.
About the Company
Alphabond Technologies are the thought leaders in best practices when using hot melt adhesives for food and beverage markets. Our mission is to find better ways to Optimise Your Triple-P - that is, improve your Profitability, Productivity and Presentation. We work with all users of hot melt adhesives including engineers, packaging technologists, production, and purchasing specialists who want to expand their knowledge and find ways to cut downtime.